
QC7つ道具のひとつである管理図について解説。
現場の状態を視覚的に把握できるので製造業の品質管理で大活躍。
身近な経営工学視点では、パン重量管理への応用も記載しているので、パン屋さんにもお勧めだ。
「管理図」とは
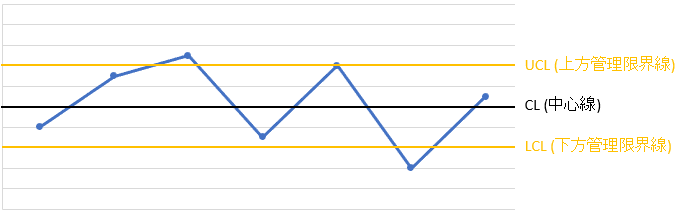
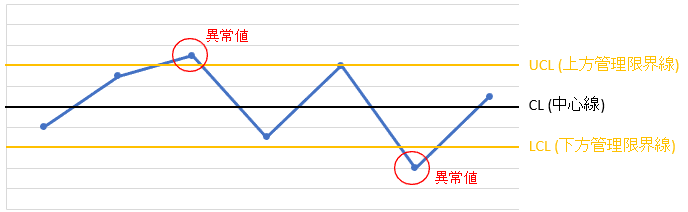
異常値かどうかの判断基準となる管理限界線が配置されたフォーマットに、連続して測定されたデータを時系列に並べた図。
「管理図」をもう少し詳しく
管理図は、現場における品質や工程の管理状態を視覚的に把握するために使われる。
UCL(上方管理限界線)とLCL(下方管理限界線)及びCL(中心線)が配置されたフォーマットに、計測されたデータが時系列でプロットされており、図内では折れ線グラフの形で表示されている。
公差であるUCLとLCLの範囲内にデータがプロットされていれば正常値であり、その範囲から外れていれば異常値だとすぐに判断できる。
「管理図」の種類
管理図にはいくつかの種類があるが、代表的な2種について説明する。
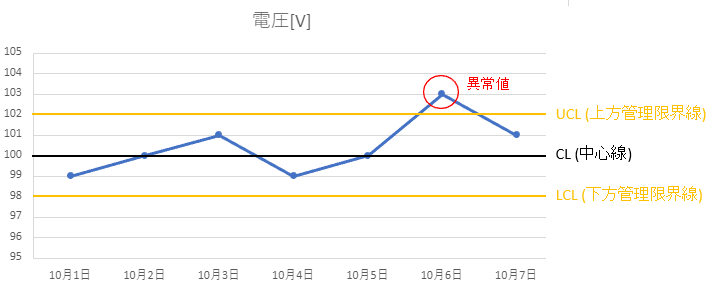
●X管理図
測定データの変動が緊急性を要する場合や、測定データが1個/回の時に適している。
測定対象:電圧 (100V ±2V)
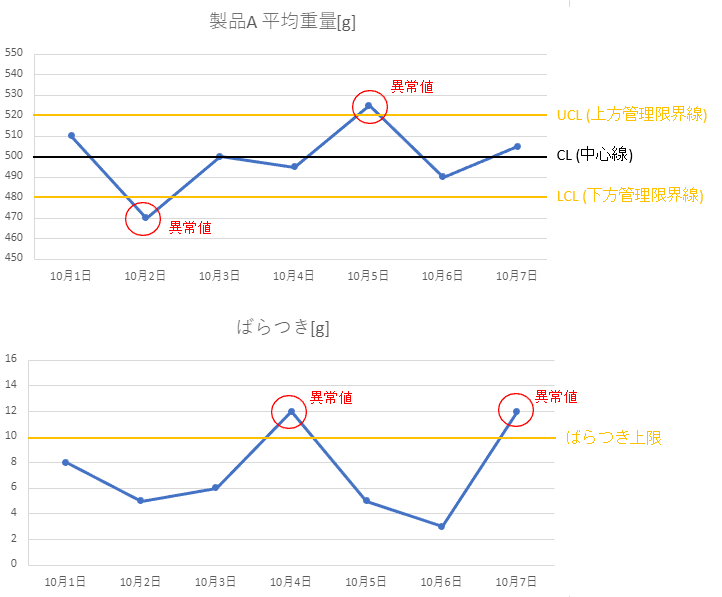
●Xbar-R(エックスバーアール)管理図
Xbar(平均値)とR(ばらつき)についてプロットした管理図で、製造現場の工程や品質の管理に適している。
測定対象:製品A (平均重量500g ±20g・ばらつき10g以内)
「管理図」に関する雑記
管理図はUCL・LCLの範囲から外れていないかを見ればよいので、やり方を決めれば運用は簡単で、そして現場管理に役に立つ。
決めたタイミングで測定することを忘れずに。

「管理図」を身近で活用するなら
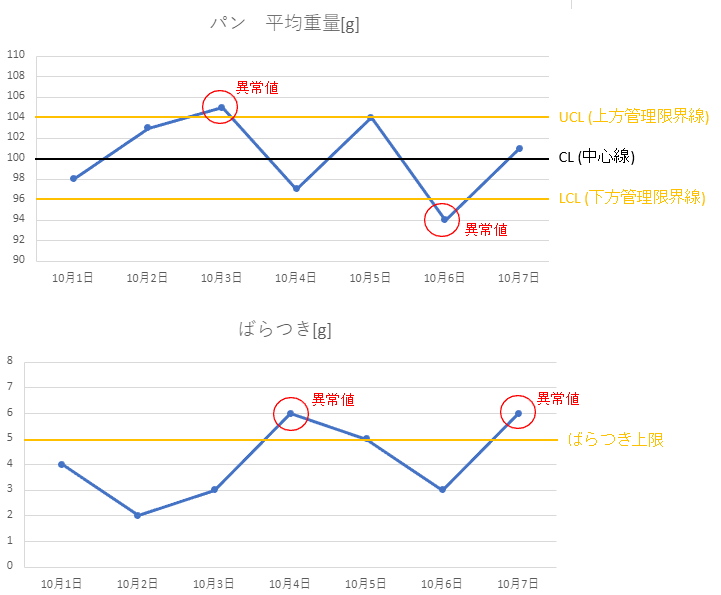
重量の異常値を管理できるので、パン屋さんにも役立つことができると思う。
測定対象:パン (平均重量100g ±4g・ばらつき5g以内)
平均重量が狙い通りでも、大きさがバラバラだとお客さんは安心して買えないので、ばらつきも管理しておく必要がある。
「管理図」のまとめ
管理図は、異常値かどうかの判断基準となる管理限界線が配置されたフォーマットに、連続して測定されたデータを時系列に並べた図。
身近な経営工学視点では、パン屋さんの仕事にも応用が可能。